Напечатать запчасть – быстрее и точнее
Ремонты на производствах – это всегда форс-мажор, даже для самых продвинутых компаний. Особенно – внеплановые, когда что-то выходит из строя внезапно. И это «что-то» может оказаться компонентом оборудования, закупленного у зарубежного поставщика, с которым теперь по понятным причинам прервались партнерские связи. Или же – деталью отечественного станка, но станок этот давно снят с производства, а то и завод, где его изготовили, уже прекратил свое существование.
Какие варианты выхода из подобных ситуаций могут рассматривать предприятия? Кто-то, возможно, попытается решить проблему через параллельный импорт. Но это – дорого и долго. Возобновление литейного производства широкой номенклатуры деталей в единичном объеме для ремонтных целей – технологически сложно и невыгодно. Есть еще до сих пор расхожий способ: мобилизовываются собственные ремонтные службы компании и местные умельцы, что называется, на коленке, без технической документации изготавливают некий аналог сломавшейся детали. Да, время простоя оборудования таким образом можно сократить, однако как такая замена может отразиться на качестве конечного продукта, можно только догадываться.
С гораздо меньшими потерями и с большей выгодой из таких ситуаций выходят компании, в распоряжении ремонтных служб которых имеется необходимый минимум обрабатывающего оборудования и станков для аддитивного производства, расходные материалы и соответствующее программное обеспечение. Именно участок, совмещающий аддитивные технологии и традиционные обрабатывающие центры, позволяют наиболее оперативно отреагировать на возникшую задачу. И прямо на месте, в течение нескольких часов\суток изготовить необходимую деталь с определенными свойствами. Однако возможности и преимущества аддитивных технологий в ремонтном деле этим, конечно, не ограничиваются. Расскажем о них подробнее.
Пример выполненного ремонта с применением АТ
Как явствует из академического определения, аддитивные технологии, также известные как 3D-печать или принтинг, представляют собой процесс создания трехмерных объектов путем последовательного нанесения слоев материала на основе цифровой модели. В отличие от традиционных вырезания или формования материала, аддитивные технологии позволяют создавать любые геометрические формы без необходимости использования сложных инструментов. В данном случае объект создается путем добавления материала, слой за слоем, вместо удаления или обработки материала. Это позволяет достичь высокой степени точности и детализации в процессе создания объектов, а также обеспечивает экономный расход материала. Аддитивные технологии открывают широкий простор для конструктора при внесении изменений в дизайн детали с оптимизацией ее геометрии для конкретной цели и экономии места\веса и расходных материалов.
Процесс начинается с создания трехмерной модели объекта с помощью специального программного обеспечения или сканирования существующего объекта, в нашем случае – вышедшего из строя узла или поврежденной детали. При дефектации деталей с помощью 3D-сканера определяется величина износа поверхности. 3D-сканер позволяет получить виртуальную копию реальной детали. Используя эту информацию, конструктор создает твердотельную модель и чертежи для дальнейшей передачи в производство. Это называется Обратное проектирование. Процесс обратного проектирования также дает возможность конструктору вносить необходимые изменения в геометрию узла или детали и изготавливать уже модифицированную версию. Подробнее про обратное проектирование мы поговорим ниже.
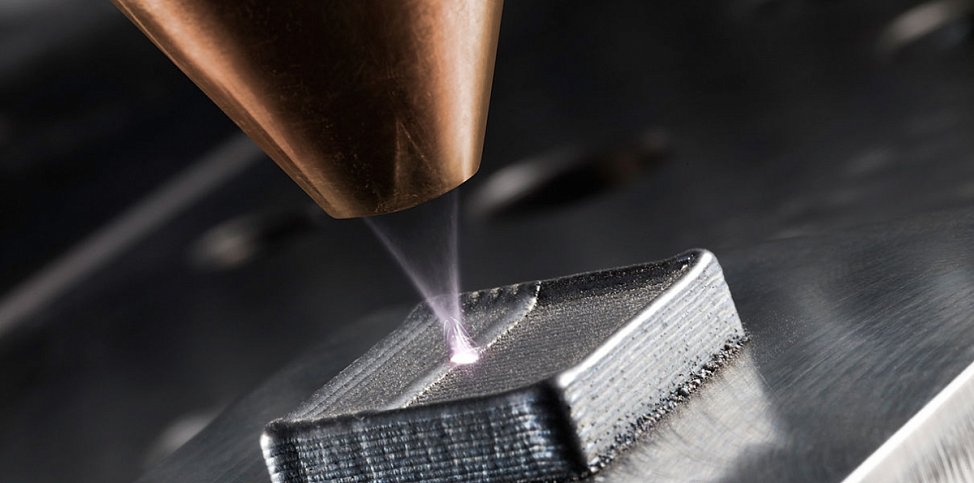
Для производства модель детали загружается в программное обеспечение 3D-принтера и там разбивается на тонкие горизонтальные слои, которые передаются на печать. Принтер использует различные методы для построения детали с нуля, а также для восстановления изношенных деталей путем напыления\наплавки материала под последующую обработку. В последнем случае материал наносится на саму изношенную деталь с учетом неравномерности износа, геометрических особенностей поверхности и в соответствии с требуемыми характеристиками объекта.

До лазерной наплавки


После лазерной наплавки

После ЦД и механической обработки
Широкий спектр методов аддитивных технологий включает в себя фотополимеризацию, экструзию, прямое лазерное выращивание, наплавку, осаждение материала, использование связующего и так далее. Каждый метод имеет свои особенности и применяется в зависимости от требований проекта и материала, с которым необходимо работать. В ремонтном деле эти технологии используются по трем ключевым направлениям – полимерная печать деталей, металлическая печать деталей, печать оснастки.
Использование металлов в аддитивных технологиях особенно актуально для всех подотраслей машиностроения. Обычно крупные производители из этого сегмента много инвестируют в собственные ремонтные предприятия с парком традиционного оборудования, и потому создание альтернативы в виде аддитивных участков менеджмент таких компаний может счесть нецелесообразным. Однако здесь необходимо иметь в виду, что далеко не все компоненты современного высокотехнологичного оборудования возможно с нужным качеством изготовить традиционным способом в короткие сроки. А именно скорость выполнения задач является главным преимуществом аддитивных технологий. Что же касается прочностных и прочих характеристик металлических материалов, используемых в аддитивных технологиях, в сравнении с традиционным литьем, их можно оценить, изучив эту таблицу:
Механические характеристики материалов
|
Материал |
Метод производства |
Предел прочности (Мпа) |
Предел текучести (Мпа) |
Относительное удлинение при разрыве (%) |
|
Titanium Alloy TC4 |
Поковка после термообработки |
>930 |
>835 |
>10 |
|
Изготовлено по технологии SLM |
1000 – 1060 |
900 – 980 |
13 – 20 |
|
|
Aluminium Alloy AISI10Mg |
Литая деталь |
>325 |
>200 |
>5 |
|
Изготовлено по технологии SLM |
350 – 450 |
230 – 260 |
5 – 11 |
|
|
High Temperature Alloy GH4169 |
Поковка |
>1280 |
>1030 |
>12 |
|
Изготовлено по технологии SLM |
1350 – 1500 |
1150 – 1260 |
15 – 25 |
|
|
High Temperature Alloy GH3625 |
Листовой металл |
>830 |
>410 |
>30 |
|
Изготовлено по технологии SLM |
870 – 1050 |
490 - 550 |
40 - 60 |
|
|
High Temperature Alloy GH3635 |
Листовой металл |
>690 |
>275 |
>25 |
|
Изготовлено по технологии SLM |
700 – 820 |
360 - 400 |
40 - 65 |
|
|
Stainless Steel 316L |
Листовой металл |
>480 |
>175 |
>40 |
|
Изготовлено по технологии SLM |
600 - 750 |
280 - 450 |
50 – 70 |
Целый ряд ведущих отечественных промышленных компаний, в числе которых «Росатом», «Газпромнефть», «Сибур», «Северсталь», «НЛМК», КОНАР, АО «ВМЗ», «ТДНТ Инжиниринг» к настоящему времени уже наработали обширный опыт успешного применения аддитивных технологий в ремонте промышленных деталей и оборудования. Их специалисты отмечают следующие преимущества их использования:
Экономия времени. А время – сегодня самый дорогой ресурс. Аддитивные технологии обеспечивают значительное сокращение времени ремонта, так как процесс создания детали происходит непосредственно на месте поломки. В отличие от традиционных методов, когда деталь нужно сначала заказать предприятию-поставщику, изготовить ее, затем доставить на место ремонта и только потом установить, аддитивное производство позволяет пропустить все эти этапы.
Экономия расходных материалов. Аддитивные технология – это почти безотходные производства с высоким коэффициентом использования материалов. Если при традиционных методах механической обработки количество отходов может составлять до 95%, то при технологии селективного лазерного спекания эти значения могут быть минимальны. Кроме того, сокращения расхода материалов можно добиться путем топологической оптимизации конструкции и построения эффективных форм и конструкций аддитивными технологиями.
Эффективность: Она обеспечивается за счет сокращения времени ремонта и, соответственно, простоя оборудования, а также благодаря снижению затрат на транспортировку и хранение запасных частей, и на ремонт в целом.
Кроме того, 3D-печать позволяет создавать детали с более высокой точностью и качеством, что может снизить потребность в их последующей обработке.
Создание уникальных деталей: Гибкость аддитивных технологий обеспечивает возможность создавать индивидуальные, кастомизированные изделия, исходя из актуальных потребностей клиента. Это ценное качество для отраслей, где требуется производство запасных частей или компонентов с уникальными параметрами, адаптированных к конкретным требованиям и условиям эксплуатации.
Улучшение дизайна: Аддитивные технологии также позволяют улучшить дизайн деталей, поскольку они дают возможность создавать более сложные и функциональные конструкции, которые было бы невозможно изготовить с использованием традиционных методов производства.
Создание архива моделей. Однажды изготовив в порядке срочного ремонта деталь или узел, компания получает их трехмерные модели, с помощью которых можно заблаговременно изготовить партию этих компонентов для последующих уже плановых замен.
Расширение спектра товаров и услуг компании. Освоив выпуск деталей по аддитивным технологиям для собственных нужд, можно будет оказывать услуги прототипирования и изготовления запчастей и другим компаниям.




Итак, аддитивные технологии уже сегодня реально спасают от многих «болезней» техники и оборудования. При этом и они, конечно, имеют некоторые ограничения по размерам и масштабам создаваемых изделий. Например, размеры печатной камеры могут ограничивать возможность изготовления крупногабаритных деталей или конструкций. Это может быть проблемой при производстве больших металлических деталей или оборудования. Аддитивные технологии также могут иметь ограничения по точности и шероховатости поверхности создаваемых изделий. В некоторых случаях поверхность печатаемых деталей может требовать дополнительной обработки для достижения требуемого качества. Точность создаваемых деталей также может быть ограничена, особенно при использовании некоторых материалов или сложной геометрии. Кроме того, эти технологии пока могут уступать традиционным методам производства в части производительности, особенно если речь идет об изготовлении больших серий продукции. Однако в ремонтном деле это ограничение почти не проявляется. К тому же уже в ближайшем будущем ожидается появление на рынке более быстрых и эффективных принтеров, что позволит сократить время производства и увеличить масштабы производства.
Особую роль аддитивные технологии приобретают сегодня в условиях утраты отечественными производителями доступа к сервисному обслуживанию и технической документации на оборудование от ряда зарубежных поставщиков. Сложности с поставками комплектующих или их прекращение поставили под удар само функционирование производств. При ремонте вышедших из строя узлов и деталей импортного оборудования российские компании все чаще используют метод цифрового обратного проектирования. Этот метод представляет собой комплексный подход к анализу и воссозданию изделий и их компонентов с использованием современных цифровых инструментов. Основная цель обратного проектирования – создание точной трехмерной твердотельной параметрической модели изделия на основе уже существующего образца. Для решения задачи обратного проектирования и получения чертежей (твердотельной модели) детали используется 3D-сканирование. Это позволяет получить полное представление о геометрии и размерах изделия. Применяя комбинации теоретических и практических подходов в обратном проектировании, можно воспроизвести существующие изделия с высокой степенью идентичности, а также внести улучшения в их конструкцию.
Приведем несколько типичных примеров использования обратного проектирования из практики компании «Сибур». Если проблема возникла с одним из компонентов (например, заклинивает подшипник, выходит из строя или деформируется его упор или посадочное место), необходимо изготовить деталь на их замену. Сделать это на своем же токарно-фрезерном оборудовании нет возможности из-за отсутствия конструкторской документации. Поэтому ремонтники компании используют портативный 3D-сканер и специализированное ПО. Таким образом можно оперативно получать не только 3D-модели, но и все необходимые чертежи для того, чтобы токари могли спокойно, в штатном порядке изготавливать необходимые детали. \


Создание 3D-модели осуществлялось по поврежденной детали.
А вот более серьезный пример: понадобилось изготовить крупный редуктор, уникальный для определенного оборудования. Закупать его сложно, а конструкторская документация опять-таки отсутствует. В процессе эксплуатации деталь вышла из строя, частично разрушилась (развалился вал, деформированы зубья на передающих шестернях). Некоторые элементы конструкции – валы и шестерни – имеют сложную геометрию. При помощи обычных средств измерений произвести контроль геометрии и замеры не представлялось возможным. В результате применения 3D-сканера и ПО были получены цифровые данные отдельных единиц деталей, произведен контроль необходимых параметров и размеров, которые затем поступили в отдел КТО для разработки КД и дальнейшего изготовления.



Твердотельная модель, полученная на основании данных 3д-сканера и готовая к передаче в производство.
Для решения множества ремонтных задач обычно бывает достаточно минимального парка АТ-оборудования: 3D-сканера, 3D-принтера, соответствующего ПО, а также запаса восстанавливающих материалов – полимерных или металлических. Аддитивное оборудование — это такое же средство производства, как и традиционные станки и обрабатывающие центры, и может быть размещено в цехах любого предприятия. Набрать или обучить персонал для работы на нем – сегодня тоже вполне решаемая проблема: на российском рынке труда уже достаточно много специалистов этого профиля, и ежегодно готовятся новые – в ряде вузов, колледжей, профессиональных лицеев созданы кафедры аддитивных технологий, в курс обучения введены профильные специальности. Организовать дополнительную учебу и стажировку своих работников АТ-участков можно в специализированных компаниях АТ-сегмента. Кстати, для работников промышленных компаний, особенно молодых, возможность получить компетенции в сфере аддитивного производства – отличная мотивация. В то же время в ряде особо сложных случаев собственных АТ-мощностей и компетенций предприятия может оказаться недостаточно. Здесь на помощь приходят все те же специализированные компании, где можно заказать изготовление сложных деталей по аддитивным технологиям. Расскажем о таком взаимодействии на примере «НПО «3Д-Интеграция» (i3D).
В первую очередь сотрудники компании оперативно проводят полный сбор данных по номенклатуре деталей и узлов, которым могут потребоваться срочные ремонты, а также планируется начать изготавливать. В частности, на этапе заявки опрашивают клиента на предмет применения, износа и прочих критических аспектов изделия, после чего инженеры-метрологи и инженеры-конструкторы компании выезжают на предприятие клиента, либо изделие доставляется непосредственно на производственную площадку i3D. Инженеры исследуют его в местах, требующих особого внимания (посадочные места под подшипники, резьбы, канавки под уплотнения/стопоры и т.д.). При необходимости запрашивают ответные детали, к которым крепится изделие, чтобы полностью избежать ошибки в проектировании моделей.
Изделие проходит этап тщательного измерения, как точным ручным инструментом, так и с применением трехмерного сканирования. С помощью микрометров и контрольно-измерительной машины замеряются критически важные места, образованные точной механической обработкой, межосевые расстояния. Составляются рабочие эскизы изделия, которые наравне с данными сканирования служат информацией для построения трехмерной модели изделия. Сканирование, в свою очередь, позволяет быстро охватить общую геометрию изделия, перенести в электронный вид сложные геометрические поверхности, что крайне актуально для изделий декоративного назначения (детали, полученные литьем, вакуумной формовкой, выклейкой из композитных материалов). При необходимости изделие дополнительно подготавливается к сканированию – закрепляется на стапеле, покрывается матирующим слоем). Далее полученные данные сканирования подготавливаются для последующего построения твердотельной модели – данные совмещаются, из них убираются шумы и лишняя информация.
Собранная информация об изделии служит основой для создания его трехмерной твердотельной модели. Инженеры i3D, имеющие большой опыт работы в CAD системах Siemens NX, SolidWorks, Компас-3D, Geomagic Design X, Autodesk Inventor, совместно с инженерами-конструкторами клиента строят модели изделий. В компании умеют работать с зарубежными стандартами (DIN, ASME, BSI и т.д.), при этом по требованию клиента могут переориентировать изделие на отечественные стандарты изготовления. Например, клиенту может быть целесообразнее использовать резьбовые соединения по ГОСТу, нежели искать и поставлять режущий инструмент для западных дюймовых резьб, особенно в условиях санкционного давления.
Параллельно проводится анализ материалов изделия, анализ покрытия, измерение шероховатости и твердости поверхностей. С этой целью компания работает в сотрудничестве с МГТУ им. Баумана, который предоставляет ряд услуг по оптической и электронной микроскопии, химическому анализу материала. Кроме того, i3D совместно с МГТУ имеют возможность использовать компьютерную томографию изделия, если оно имеет сложную внутреннюю структуру (например, лопатки турбин, различные рабочие колеса) и нет возможности провести разрушающий анализ. Притом, в случаях, когда изделие изготовлено по зарубежным стандартам, конструкторы i3D подбирают марки отечественных материалов-аналогов, либо заменителей.
Результат в виде готовой модели изделия либо сборки предоставляется заказчику, однако в большинстве случаев помимо модели требуется выполнение конструкторской документации на изготовление. Конструкторы i3D выполняют полный комплект чертежей со сборками и спецификациями согласно ЕСКД, где отражается вся информация, полученная при измерении, анализе материалов, шероховатостей. Описываются технические требования к изделию. По просьбе заказчиков в чертежи включаются также технические условия. Полный комплект отчетной документации (файлы моделей в формате STEP, Parasolid, файлы КД) передается клиенту. При необходимости в отчетность включаются и модели с деревом проектирования.

Деталь для обратного проектирования

Твердотельная модель, полученная по результатам 3д-сканирования

Чертежи детали, переданные в производство
Дополнительно проводится контроль качества геометрии, в зависимости от характера задачи. Для этого используют контрольно-измерительные машины, а также сканирующее оборудование в сочетании с программами для контроля геометрии. Задача – проверка качества пробной партии изделий относительно эталонного изделия, корректность построенных моделей относительно измерений.
По запросу от заказчика так же возможно производство деталей и узлов «под ключ» силами производственной площадки i3D – СПИН, которая совмещает аддитивные технологии с традиционными методами обработки. Это позволяет быстро и качественно изготовить единичные детали или малые серии. Все изготовленные детали в обязательном порядке проходят контроль на соответствие геометрических размеров чертежам, утвержденным заказчиками.
Перспективы развития аддитивных технологий связывают в первую очередь с внедрением большего количества установок в России и повышением общей экспертизы и опыта применения аддитивных технологий в нашей стране. Современные принтеры уже достигли высокого уровня точности и качества печати, и активно используются на многих предприятиях во всем мире. В России аддитивные технологии тоже уже давно не новинка, но еще много компаний пока на стадии изучения возможностей внедрения у себя на производстве. И чем больше на отечественных предприятиях будет задействовано аддитивных установок, тем шире и разнообразнее будет технологический опыт их использования, тем больше появится ноу хау в этой сфере. И тем выше – подготовка высококвалифицированных инженерных и рабочих кадров в этом сегменте: ведь обучать эффективнее на доступном современном оборудовании. Все это, в свою очередь, позволит создавать более сложные и точные детали, что открывает новые возможности для их применения в отраслях, связанных с машиностроением и металлообработкой. Еще одно ключевое направление развития – расширение спектра применяемых материалов. Сегодня в аддитивных технологиях используются пластик, металлы и керамика. В будущем ожидается разработка новых материалов, которые будут подходить для печати более сложных и функциональных деталей. Это может включать в себя разработку более прочных и легких материалов.

