Технология струйной 3D-печати и производство 3D-песчаных форм
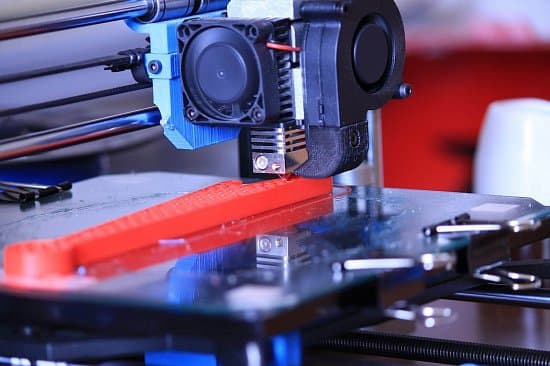
Струйная подача связующего вещества: когда впрыскиваемый материал является связующим веществом и избирательно вводится в порошкообразный слой материала детали, чтобы сплавлять его послойно для печати требуемой детали.
Как в случае с другими системами с порошковым слоем, после завершения одного слоя изделия платформа с порошком опускается на один шаг. Валик или лезвие разглаживает порошок по поверхности платформы перед следующим проходом струйных головок со связующим веществом для формирования очередного слоя для сплавления его с предыдущим.
01| Струйная подача связующего вещества

Преимуществом этого процесса, как и процесса SLS, является отсутствие потребности в опорах, поскольку эта функция обеспечивается самим порошковым слоем. Кроме того, данный процесс позволяет использовать целый ряд различных материалов, включая керамику, продукты питания. Еще одним отличительным преимуществом процесса становится его способность легко привносить в изделие полную цветовую гамму путем добавления пигментов в связующее вещество.

Однако детали, полученные непосредственно в машине, не так прочны, как с использованием процесса спекания, и требуют последующей обработки для обеспечения прочности.
«Эта технология позволяет быстро создавать песчаные формы и стержни, эффективные для быстрого литья сложных деталей» Производство 3D-песчаных форм (PCM - Patternless Casting Manufacturing – литейное производство без оснастки) – передовая технология, которая объединяет традиционную технологию литья в песчаную форму и 3D-печать. Эта технология позволяет быстро создавать песчаные формы и стержни, которые эффективны для быстрого литья сложных деталей. PCM не нуждается в шаблоне, может уменьшить производственный цикл и стоимость. Кроме того, PCM также объединяет различные технологии, такие как проектирование модели CAD, 3D-печать, интеллектуальный ЧПУ, быстрое литье, новые материалы, механические, электрические технологии.
Первым шагом является создание модели пресс-формы из моделей деталей и преобразование модели пресс-формы в формат STL. Затем с помощью программного обеспечения TOP 3DP нарезают модель пресс-формы STL, получают геометрическую информацию для формирования слоев поперечного сечения. Эти слои сечения используются для формирования информации управления процессом. Терминальное устройство считывает эту информацию управления процессом и создает форму с помощью 3D-печати.
Во время печати катализатор и песок равномерно перемешиваются, затем тонким слоем укладываются на платформу. Массив сопел точно распыляет связующее, следуя геометрической информации поперечного сечения. Реакция отверждения происходит между катализатором и связующим. Это повторяется, пока объект не будет построен. Не отвержденный песок еще в виде порошка легко удаляется. После того, как лишний песок удален, форма готова и может быть использована для литья металла без какой-либо дополнительной обработки.
Рекомендуемое оборудование:
FHZL (PCM) 800
FHZL (PCM) 1200
FHZL (PCM) 1800
FHZL (PCM) 2200

